Syntron® Vibra Drive Units
Syntron vibra drive units are used in many different industries to provide directional vibratory conveying movement to a track, trough, or any responsive surface. They are designed for use with package machines or special process equipment requiring a metered flow of bulk materials or parts. We have a broad feeding drive product offering available.
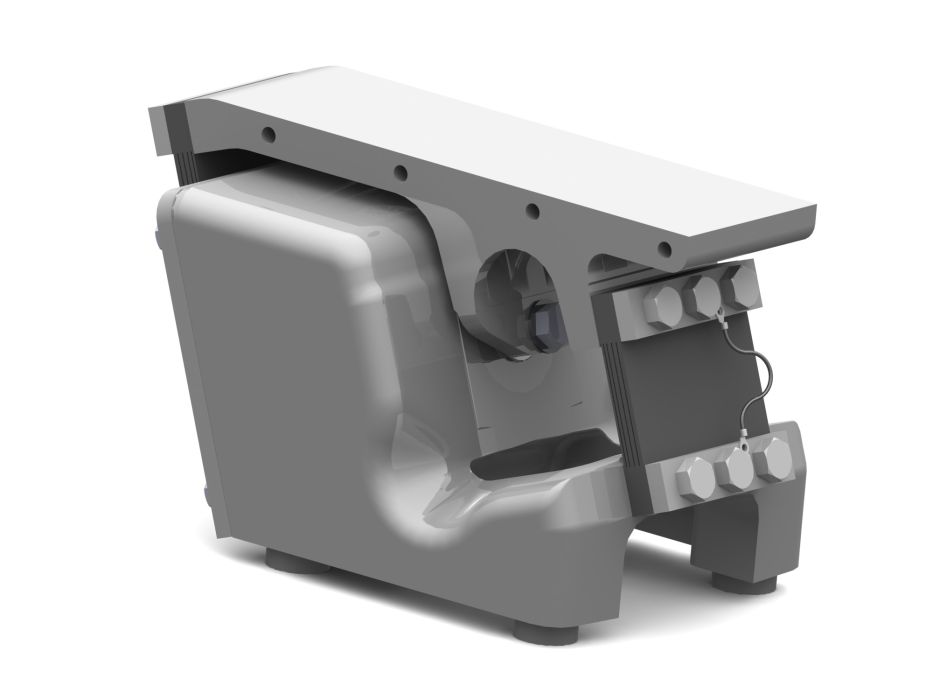
HV-10
The Syntron HV-10 feeder is our latest edition to the Syntron feeding legacy. With an IP66 open coil design, the HV-10 renders itself to “clean in place”/wash-down atmospheres with no risk of water ingress. By using Syntron’s 80 years of feeding experience as a platform, our R&D team was able to provide the highest travel speeds and smoothest flow in the market today.
Suitable for a wide range of applications:
- Trough weight 4-12 lb.
- IP-66
- CSA certified
- 50/60 hz design
- Stable footprint
- Low profile design
- Wide range of input voltage
Great for use in food processing and packaging:
- Low product degradation
- Sanitary design
- Uniform material flow at discharge
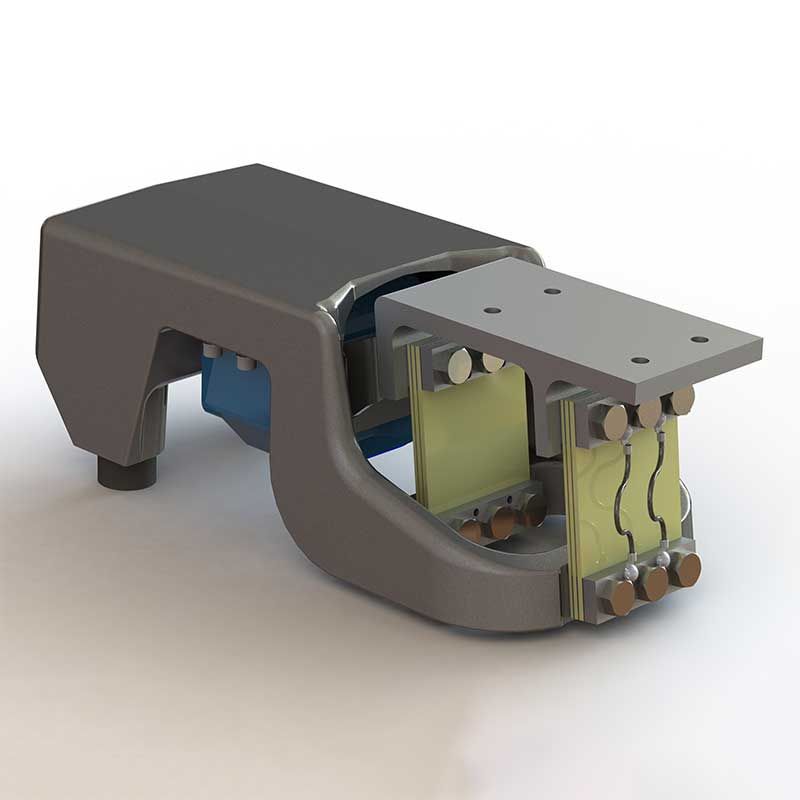
- Single tool air gap adjustment
- Open magnet design
- Multiple mounting configurations
- Super resonant tuning
- Linear speed control
- Wash down capable
