Pharmaceutical
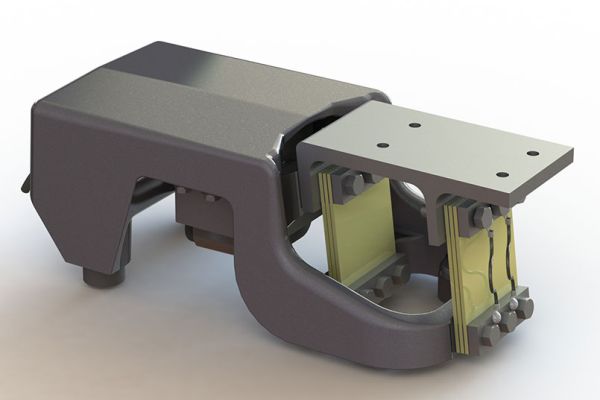
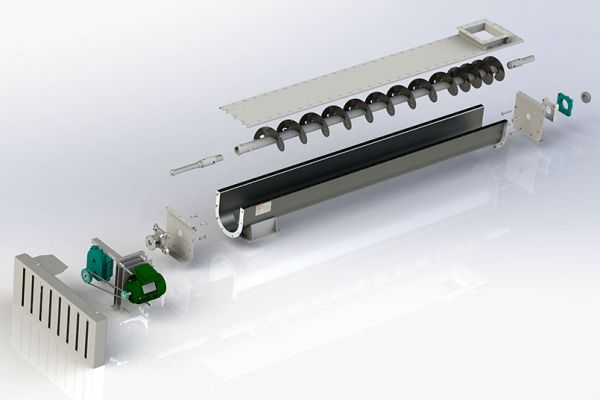
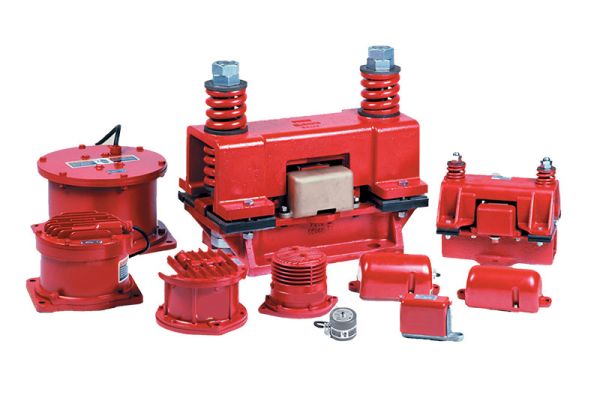
Syntron’s food and packaging equipment help the pharmaceutical industry package the final product as well as transform raw ingredients into finished consumables by use of feeding, mixing, and screening, among others. Syntron feeders, screens, and hoppers provide a traditional and simple way to convey bulk materials. Our IP66 total washdown drives provide the necessary sanitary feature needed in the cleanroom environment. FDA constructed stainless steel troughs, of standard and customized sizes and shapes, will convey and screen product safely and efficiently to the next processing need.
Pharmaceutical Industry Solutions